Spray-up lamination – also referred to as chop-and-spray – is the most widely used open mould composite production method in the UK. It underpins GRP boat building, the manufacture of drainage channels and architectural cladding, caravan and motorhome body panels, swimming pool shells, agricultural tanks, playground equipment and a broad range of other formed composite products. At the centre of the process is the chopper and wet-out system: the equipment that simultaneously delivers chopped glass fibre and catalysed resin to the mould surface.
This guide covers how the process works, the variables that determine laminate quality, how to choose between the main equipment types available from MVP UK & Ireland, and a calibration procedure that verifies the system is delivering the intended glass-to-resin ratio before production begins.
- Spray-up lamination uses a chopper unit to cut roving to length and project it with resin simultaneously onto an open mould.
- Glass-to-resin ratio – typically 25-35% glass by weight – is the most critical process variable and must be verified by calibration, not assumed.
- Chop length and spray pattern uniformity directly affect fibre distribution and laminate consistency.
- The Patriot, UltraMAX and Pro systems differ in drive mechanism, output capability and process control – selection depends on production volume and consistency requirements.
- All MVP UK & Ireland equipment is commissioned on-site with operator calibration training included as standard.
How Spray-Up Lamination Works
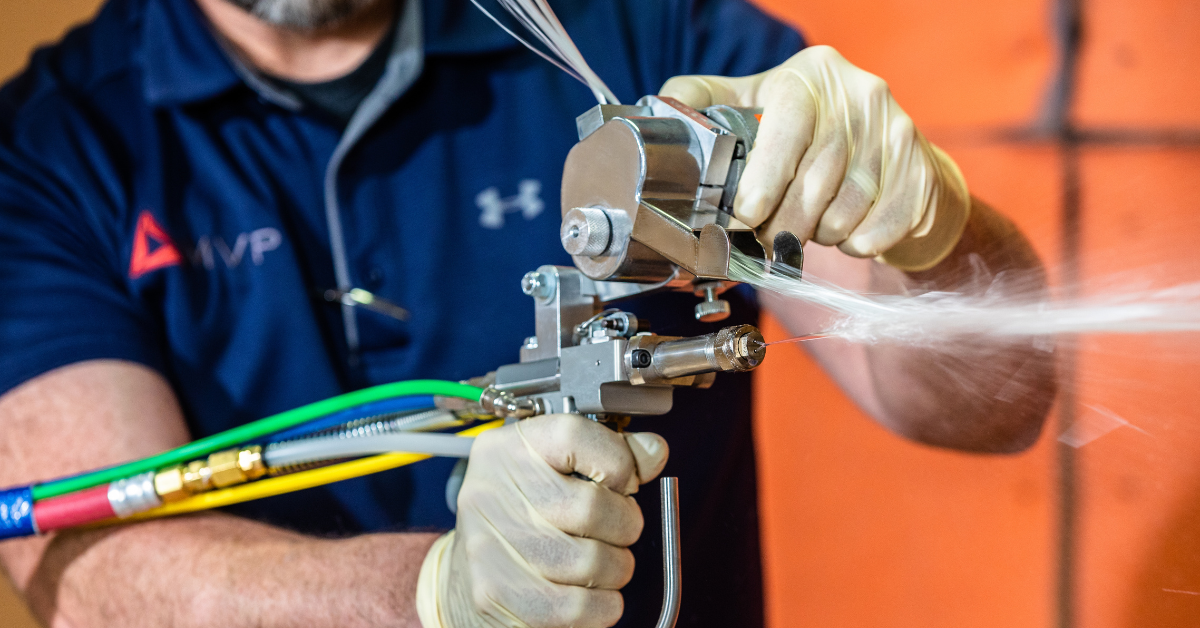
In spray-up, continuous glass filament wound onto a roving spool is fed through the chopper assembly of the gun. A rotating blade cuts the continuous strand into discrete fibre lengths – the chop length – which are then projected by the gun’s air stream onto the mould surface. Simultaneously, catalysed resin is pumped through the gun and atomised at the nozzle, coating the chopped fibres as they land on the mould.
The operator works in overlapping passes across the mould surface, building the laminate to the target thickness. The rate of material deposition, the distance held from the mould surface and the overlap pattern between passes all affect the uniformity of the deposited laminate. After each layer or pass, the operator hand-consolidates with a paddle or consolidating roller, working out air inclusions and ensuring the fibre is fully wetted out by the resin.
The process is used both as the sole lamination method on simpler mouldings and as a first layer over a gel coat in multi-layer laminates where the outer surface quality is defined by the gel coat rather than the laminate itself. In either case, controlling the glass-to-resin ratio, chop length and spray pattern consistency are the key requirements for producing a laminate that meets structural and cosmetic specification.
Spray-up lamination generates styrene emissions where unsaturated polyester or vinylester resins are in use. UK composite manufacturing facilities using these resin systems are subject to COSHH Regulations and may be subject to the Solvent Emissions Directive requirements depending on facility size and throughput. Local exhaust ventilation and personal protective equipment requirements should be assessed before process setup. MVP UK & Ireland can provide technical data sheets for the equipment and discuss process conditions, but a site-specific COSHH assessment remains the operator’s responsibility.
Key Process Variables
Glass-to-resin ratio – the weight of glass fibre as a percentage of the total laminate weight — is the single most important process variable in spray-up lamination. It determines the mechanical properties of the cured laminate: tensile strength, flexural modulus, impact resistance and fatigue performance all increase with glass content up to a practical limit. Resin-rich laminates are heavier, weaker in structural terms and consume more resin per unit area.
Most structural GRP applications target a glass content of 25 to 35 percent by weight, with the specific target depending on the design requirements of the part. Marine hull laminates commonly specify around 30 percent; some construction products use somewhat lower glass content where structural demands are lighter. The laminate schedule for any given product should specify the target ratio and the acceptable tolerance.
In practice, glass-to-resin ratio is controlled by the relative feed rates of the resin pump and the roving feed at the chopper. Increasing the resin pump output reduces the glass percentage; increasing the roving feed speed relative to the resin output raises it. Neither can be reliably set by eye – the ratio must be verified by calibration.
Chop Length
Chop length is set by the configuration of the chopper blade assembly and is typically in the range of 25 to 50mm for most GRP applications. Shorter chop lengths produce more uniform fibre distribution and better wet-out, which is beneficial in areas of complex geometry or tight radii. Longer chop lengths can contribute to higher mechanical properties in flat or gently curved sections because longer fibres carry load more effectively before pull-out failure occurs.
In practice, most production processes use a single chop length for a given product and adjust other variables to achieve the target glass content and laminate quality. Chop length is verified visually during calibration by inspecting the deposited fibre against a ruler or calibration card.
Spray Pattern and Output Consistency
The spray pattern – the shape and distribution of the combined glass and resin cloud projected from the gun – should be consistent across the full working distance from the mould. Uneven pattern, caused by incorrect air pressure, worn nozzle components or incorrect gun geometry, leads to variable fibre distribution across the laminate and thickness variation that only becomes apparent during post-cure inspection or destructive testing.
Output consistency – the stability of the resin pump and chopper feed over an extended production sequence – matters for any moulding that cannot be made in a single continuous pass. If output rate varies between shifts or following a maintenance interval, the glass-to-resin ratio will vary even if the machine settings have not been changed. This is why calibration at the start of each production run, rather than relying on stored settings, is the appropriate procedure for quality-controlled production.
Equipment Overview: Patriot, UltraMAX and Pro
MVP UK & Ireland supplies three chopper and wet-out system ranges. The differences between them lie in drive technology, output capability and the level of process control they provide.
Patriot Chopper and Wet-Out Systems
The Patriot is MVP’s most widely deployed chopper and wet-out system in the UK market. It is available in multiple configurations suited to different resin viscosities, output rates and production environments. The Patriot uses pneumatic drive for the chopper unit and a diaphragm or piston pump for resin delivery, with ratio adjustment via flow controls accessible to the operator.
Patriot systems are used across the full range of spray-up applications: marine hull and deck lamination, GRP drainage and construction product manufacture, leisure composite production including caravan panels and pool shells, and agricultural tank production. The system’s wide configuration range and the availability of spares and consumables across the UK make it the default choice for the majority of spray-up operations.
UltraMAX Chopper and Wet-Out Systems
The UltraMAX uses direct drive technology for the chopper unit rather than pneumatic drive. Direct drive provides more consistent chop performance across varying roving types and feed speeds, and reduces the sensitivity of chop length to air pressure fluctuations that can affect pneumatically driven systems in facilities with variable compressed air supply quality.
UltraMAX systems are suited to higher-volume production where output consistency, ratio accuracy and reduced maintenance intervals are priorities. The direct drive mechanism requires less frequent blade adjustment than pneumatic choppers and gives more stable glass output over extended production sequences. For facilities running multiple shifts or operating large-area tooling such as marine hull moulds or wind turbine nacelle covers, the UltraMAX delivers a more consistent process with less intervention.
Pro Chopper Systems
The Pro series are pneumatically operated spray systems suited to smaller-scale production operations, prototype and short-run composite manufacture, and facilities where a simpler and lower-cost system is appropriate. Pro systems are available with chopper and wet-out configurations and are used by smaller marine and leisure composite manufacturers, repair operations and prototype facilities across the UK and Ireland.
Calibration is not a one-off setup task – it is part of the production process. Glass-to-resin ratio can drift with resin temperature, roving batch variation, pump wear and operator adjustment. Checking it regularly costs minutes; finding it wrong in a finished laminate can cost the part.
MVP UK & Ireland – Technical Team
Calibration Procedure: Verifying Glass-to-Resin Ratio
The following steps describe the standard calibration procedure for a chopper and wet-out system. The procedure applies to all system types – Patriot, UltraMAX and Pro – though the specific adjustments for correcting the ratio differ by system. The equipment settings record produced by calibration should be kept with the equipment and updated each time calibration is performed.
Before calibration, flush the resin lines and prime with the catalysed resin formulation to be used in production at the intended catalyst ratio. Purge air from the lines. Allow the system to run briefly at steady state before collecting any timed sample – the first few seconds of output after starting are not representative of steady-state delivery.
With the chopper disabled, hold a tared (pre-weighed) container under the resin outlet. Open the resin trigger and collect output for exactly 30 seconds. Close the trigger and immediately weigh the collected resin on a precision scale. Record the weight in grams. Repeat twice more and average the three readings to reduce error.
Collect the catalyst output separately over the same 30-second period. Calculate catalyst as a percentage of total resin plus catalyst weight. The correct catalyst percentage for the resin system in use is specified by the resin supplier – typically 1.0 to 2.0% MEKP by weight for standard polyester and vinylester resins. If the catalyst ratio is outside the specified range, adjust the catalyst metering control and recheck before continuing.
With the resin disabled, activate the chopper and collect the chopped glass output for exactly 30 seconds into a tared container. Weigh immediately – chopped glass absorbs ambient moisture rapidly and will gain weight if left. Record the weight in grams. Repeat twice and average.
Use the formula: glass% = (glass weight ÷ (glass weight + resin weight)) × 100. For example, 115g glass and 385g resin gives (115 ÷ 500) × 100 = 23% glass – below a typical 28% target. Compare to the target ratio in the laminate schedule. Most structural GRP applications specify 25–35% glass by weight; decorative or lower-load applications may specify less.
To increase the glass percentage: reduce resin pump output (or, on systems with roving feed adjustment, increase the roving feed speed). To decrease it: increase resin output or reduce roving feed speed. Make one adjustment at a time, then repeat the timed collections and recalculate. Continue until the ratio is within tolerance of the target – typically ±2 percentage points for production GRP.
Spray a short burst of glass onto a clean sheet of card held at the working distance from the gun. Measure several fibre lengths with a ruler to confirm chop length matches the specification – typically 25-50mm. Inspect the deposited pattern for uniformity. Record all verified settings on the equipment settings card: resin pump setting, catalyst control position, roving feed adjustment, air pressures and chop length. Date the record and file it with the equipment.
Which System for Which Application
The following table summarises the three system types, their characteristics and the production environments for which each is typically the appropriate choice.
In all cases, the system’s performance in use depends on commissioning, operator training and regular calibration – not on the equipment specification alone. A Patriot system correctly calibrated and operated by a trained laminator will outperform a higher-specification system that is not calibrated and whose operators have not received application training.
Commissioning and Operator Training
All chopper and wet-out systems supplied by MVP UK & Ireland are commissioned on-site. This means a technically experienced specialist visits the facility, installs and connects the equipment, sets starting parameters for the specific resin and roving in use, performs the initial calibration and verifies the glass-to-resin ratio before handing the system over for production use. This service is included with every new equipment supply – it is not charged separately.
Operator training – covering spray technique, daily maintenance, cleaning, catalyst handling safety and fault recognition – is provided at the point of commissioning. Standalone training visits can be arranged separately for new operators or as refresher sessions for existing staff. MVP UK & Ireland covers the full UK and Ireland territory; contact the technical team to discuss commissioning or training for your facility.
Summary
Chopper and wet-out systems are the core equipment for open mould GRP production across the UK composite manufacturing sector. The process works reliably when glass-to-resin ratio is controlled by calibration rather than assumption, when chop length and spray pattern are monitored and consistent, and when operators have been trained in the correct application technique and maintenance routine for the specific system in use.
MVP UK & Ireland supplies the Patriot, UltraMAX and Pro ranges with on-site commissioning and calibration training included. If you are selecting a chopper system for a new operation, replacing existing equipment or experiencing inconsistent results from equipment currently in use, the technical team can discuss your production requirements and advise on the appropriate system and configuration. Learn more about training and commissioning by visiting our Service & Application Training page.
Frequently Asked Questions